 当前位置:
当前位置:

 热门推荐
热门推荐





-
公司地址:
温江区成都市海峡两岸科技产业开发园蓉台大道北段288号“海峡中小企业孵化园”三期11
-
手机:
18982132016
13348988596
-
座机:
13348988596
-
电子邮箱:
657056262@qq.com


一,什么是瓦楞纸箱板,以及瓦楞纸;
瓦楞纸板经过模切、压痕、钉箱或粘箱制成瓦楞纸箱。瓦楞纸箱是一种应用广的包装制品,用量一直是各种包装制品之首。包括钙塑瓦楞纸箱。半个多世纪以来,瓦楞纸箱以其优越的使用性能和良好的加工性能逐渐取代了木箱等运输包装容器,成为运输包装的主力军。它除了保护商品、便于仓储、运输之外,还起到美化商品,宣传商品的作用。瓦楞纸箱属于绿色环保产品,它利于环保,利于装卸运输。
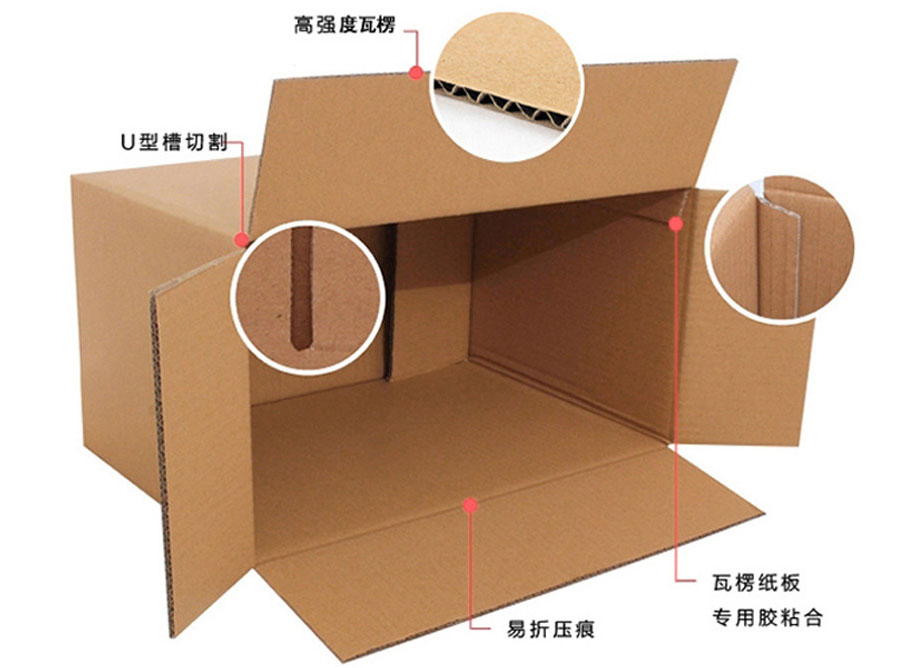
瓦楞纸由挂面纸和通过瓦楞棍加工而形成的波形的瓦楞纸粘合而成的板状物,一般分为单瓦楞纸板和双瓦楞纸板两类,按照瓦楞的尺寸分为:A、B、C、E、F五种类型。瓦楞纸的发明和应用有一百多年历史,具有成本低、质量轻、加工易、强度大、印刷适应性样优良、储存搬运方便等优点,80%以上的瓦楞纸均可通过回收再生,瓦楞纸可用作食品或者数码产品的包装,相对环保,使用较为广泛。
二;用途:
A型瓦楞和B型瓦楞一般用作运输外包装箱,啤酒箱一般用B楞制成。E楞多用作有一定美观要求和放入适当重量内容物的单件包装箱,F型瓦楞和G型瓦楞统称为微型瓦楞,是一种极薄的瓦楞,用作汉堡包、奶油馅糕点等食品的一次性包装容器,或者用作数码相机、便携式组合音响等微电产品以及冷藏商品的包装。
瓦楞纸板是由面纸、里纸、芯纸和加工成波形瓦楞的瓦楞纸通过粘合而成。根据商品包装的需求,瓦楞纸板可以加工成单面瓦楞纸板、三层瓦楞纸板、五层、七层、十一层等瓦楞纸板。单面瓦楞纸板一般用作商品包装的贴衬保护层或制作轻便的卡格、垫板以保护商品在贮存的运输过程中的震动或冲撞,三层和五层瓦楞纸板在制作瓦楞纸箱中是常用的。许多商品的包装通过三层或五层瓦楞纸板进行简单而精美的包装,在瓦楞纸箱或瓦楞纸盒的表面印制靓丽多彩的图形和画面,不但保护了内在的商品,而且宣传和美化了内在的商品。许多 三层或五层瓦楞纸板制作的瓦楞纸箱或瓦楞纸盒已堂而皇之的直接上了销售柜台,成了销售包装。七层或十一层瓦楞纸板主要为机电、烤烟、家具、摩托车、大型家电等制作包装箱。在特定的商品中,可以用这种瓦楞纸板组合制成内、外套箱,便于制作,便于商品的盛装、仓储和运输。随着环保的需要和国家相关政策的要求,这类瓦楞纸板制作的商品包装,有逐渐取代木箱包装的趋势。
三:瓦楞纸的历史:
1856年英国人爱德华·希利和爱德华·艾伦兄弟俩人发明了在纸上加压成波纹瓦楞,作为帽子的内衬,用来透气并吸汗。1871年美国人阿尔伯特·琼斯(Albert Jones)发明了单面瓦楞纸板,用于包装玻璃灯罩和类似的易碎物品,获得美国一个权。到19世纪末,美国开始研究用瓦楞纸板制作包装运输箱。
1920年双瓦楞纸板问世,其用途迅速扩大。在一次世界大战期间,瓦楞纸箱在运输包装中仅占20%。但在第二次世界大战期间,瓦楞纸箱在运输包装中已占到80%。瓦楞纸箱现已成为现代商业和贸易中使用广泛的包装容器,也是当今世界各国采用重要的包装形式之一。
四:成都瓦楞纸箱厂的技术以及原理:
1、 印刷包装行业的印刷方式主要有:
平版胶印(油墨彩色印刷)、凸版印刷(纸箱水墨印刷)。其中,纸箱水性印刷相比彩色印刷具有强度高、成本低、生产效率高(交期快),整体印刷效果接近彩印,广泛适用于产品的运输包装。
2、 瓦楞纸箱主要生产工序
瓦楞纸板自动生产线、印刷工序、后加工及成型工序;印刷工作已基本实现印刷、开槽、模切、粘箱、包装一次成型自动化作业。
二、水性印刷原理
1、水性印刷属于加色法印刷。彩色原稿经过电子分色制版成反面图象,然后通过印刷机进行印刷,将水墨从印刷机网纹辊上转移到印刷版上,再将水墨从印刷版上转移到瓦楞纸板上。通过套色、叠色得到正面的图象,实现原稿样箱的复制,再现原稿的质量。
2、四原色原理:红、黄、兰、黑(严格来说是三原色:红、黄、兰)
间色:两种原色相加:红+黄=橙色(橙红、橙黄);
红+兰=紫色(樱红、茄紫);
兰+黄=绿色(深绿、嫩绿)。
三、印前技术(传统制版)
1、彩色原稿经过电子分色处理成单色然后出菲林片(阴图软片);
2、背曝光:用紫外线对版材的背面进行曝光,形成印版底基;
3、主曝光:揭去版材正面的保护膜,放上阴图片、覆盖真空膜,真空抽好后,用紫外线进行主曝光,将阴图片的内容转移到印版上;
4、洗版:在洗版机中用药水进行洗版,洗掉印版上未曝光的树脂,形成凹凸的印刷版。
5、烘干:
6、去粘:紫外线光源照射;
7、后曝光:硬度调整。
四、印刷材料——原纸
1、原纸分类
1.1:瓦楞原纸(corrugating medium)
国家标准分为A级、B级、C级、D级四种。D级瓦楞纸基本被市场淘汰,很少厂家购买使用。
1.2:箱板纸(linerboard)
1.2.1:牛皮卡纸(美卡、俄卡)。特点:长纤维、重施胶,物理强度高、纸板粗糙;纯木浆或少量OCC。简称:进口牛卡。
1.2.2:仿牛皮卡纸。特点:表面挂15-25%木浆、其余为OCC;纤维较短、强度较牛卡纸差。纸面平整,不同程度施胶(吸水性30—55g/m2不等)、表面染色处理。简称:国产牛卡。
1.2.3:白卡纸。白面牛卡底,表面漂白木浆,其余为本色或染色木浆。(俄白、瑞典白卡、芬兰白卡);白板纸(表面漂白木浆、其余为脱墨或不脱墨废纸);涂布白板纸(白底白、灰底白、---)。
1.2.4:再生纸。全部为OCC组成,但与瓦楞纸不同。表面为11#以上AOCC挂面并经过染色处理)。市场一般称为C级箱板纸,部分称为T纸。
2.纸箱原纸基本性能。
2.1:物理指标:定量、水份、紧度、耐破强度(耐破指数)、环压强度(环压指数)、正/反吸水性、耐折度。
2.2:外观指标:平滑度、色差、白度。
2.3:具体原纸标准参考:GB13023(瓦楞纸国标)、GB13024(箱板纸国标)。相关项目参考新行业动态或标准。
3、造纸基本生产工艺流程
3.1:传统造纸工艺流程: 原料:木材或草类纤维。
3.2:现代造纸工艺流程:原料:商品木浆、废纸。
五;瓦楞纸箱的强度设计以及抗压程度;
1、瓦楞纸板强度要求
1.1:边压强度:顺着瓦楞方向,单位长度瓦楞纸板压馈前所能承受的大受力。单位: N/m.
边压强度=表面原纸综合环压强度+综合瓦楞纸环压强度*收缩率
一般边压计算依原纸低环压强度计算(安全可靠),实际测试值会适当大于理论计算值。
1.2:耐破强度:单位面积瓦楞纸板破裂前所能承受均匀增加的大外力。单位: Kg/cm2。
纸板破裂强度=面纸破裂强度+中格纸破裂强度+底纸破裂强度
*因制造过程会有一定强度损失,实际测试的破裂强度会小于计算值1 Kg/cm2左右。
1.3:戳穿强度:新的国家标准GB6544-1999已经取消了对纸板戳穿强度的要求。(原标准GB6544-1986)
2、瓦楞纸箱强度要求:
2.1:边压、耐破、戳穿同纸板。纸箱边压强度会比纸板边压强度要低(因制造过程的瓦楞损失)。
2.2:纸箱抗压强度:(普通箱型,对应国际箱型代号:0201)
抗压强度=边压强度(N/cm)*凯里卡特常数F
F值取决于纸箱的周边长,2*(长+宽)cm.以及瓦楞楞型。两项目确定后,F值可以查表。实际上的抗压强度测试值与纸箱长、宽、高的比例有关系。同样周边长、同样材质楞型的纸箱:高度越高、抗压越小;长*宽的底面积越大,抗压越大。
3、机包箱抗压强度=对应普通箱型的抗压强度*0.6*1.62*摇盖宽/纸箱宽 。
4、纸箱、纸板的粘合强度(瓦楞成型的剥离强度而不是接舌处粘箱的粘合强度)。分离单位长度纸板面纸与瓦楞纸所需的力。
单位:N/m楞。行业标准统一规定为大于588 N/m楞.
5、堆码强度与抗压强度。
纸箱所需抗压强度=[纸箱毛重*(堆码层数-1)]*安全系数K。前部分为纸箱的静态堆码强度。K值取决于印刷版面的多少、开孔程度、内包装物性质、贵重程度、仓储运输时间、条件等。K值一般取2—5。
抗压强度编辑
瓦楞纸箱抗压强度是指在压力试验机均匀施加动态压力下至箱体破损的大负荷及变形量。
抗压测试过程分四个阶段:一是预加负荷阶段,确保纸箱与抗压机压板接触;第二是横压线被压下阶段,此时负荷略有增加,变形量变化很大;第三是纸箱侧壁受压阶段,此时负荷增加快,变形量增加缓慢;第四是纸箱被完全破坏时,此时为纸箱的压溃点。
六:瓦楞纸箱生产时的注意事项:
瓦楞纸在生产过程中被压制成瓦楞形状,制成瓦楞纸板以后它将提供纸板弹性、平压强度,并且影响垂直压缩强度等性能。瓦楞纸,纸面平整,厚薄要一致,不能有皱折、裂口和窟窿等纸病,否则增加生产过程的断头故障,影响产品质量。
综上所述,纸箱的尺寸设计是瓦楞纸箱结构设计中很重要的一项工作。一个合格的纸箱产品要具有保护性和良好的造型。特别是集销售包装和运输包装功能于一身的纸箱,合理的尺寸将是纸箱设计的关键。因为尺寸的变化将直接影响到纸箱的各种性能的变化。总之,在瓦楞纸箱的结构设计中,要根据使用的制造设备、不同的生产工艺、不同楞型构成的瓦楞纸以及内装商品的种类和性质来确定。只有掌握了设计瓦楞纸箱的结构、尺寸相关的内容后,才能制造出保护商品、美化商品的瓦楞纸箱。
这就是小编给大家带来的成都瓦楞纸箱常见的知识点整理;


